版權所有:山東海特數控機床有限公司 備案號:魯ICP備09023403號-3 cnc加工中心 | 數控車床 | 加工中心招聘 | xml地圖| 網站地圖
山東加工中心廠家提供數控加工中心報價,主要包括四軸加工中心報價、五軸加工中心報價、立式加工中心價格、龍門加工中心報價、臥式加工中心報價。
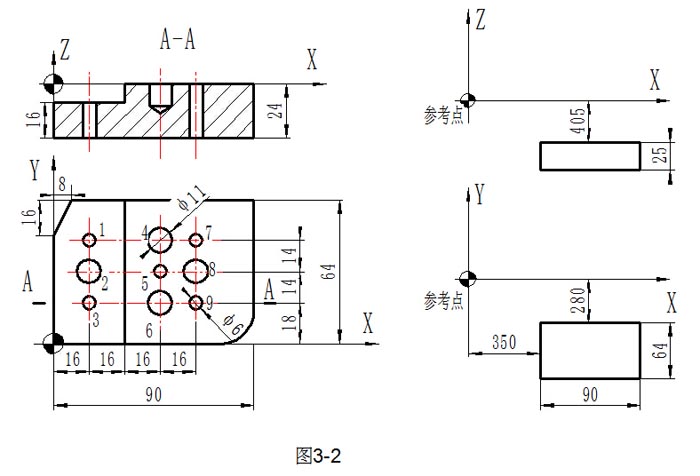
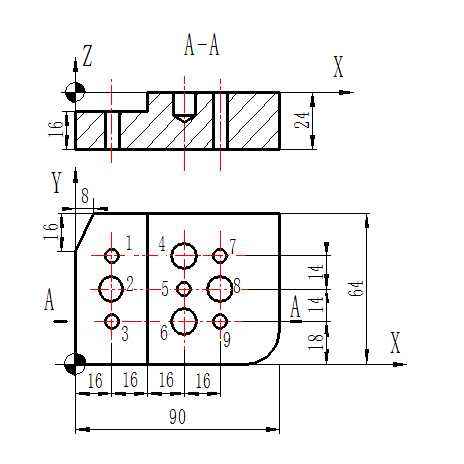
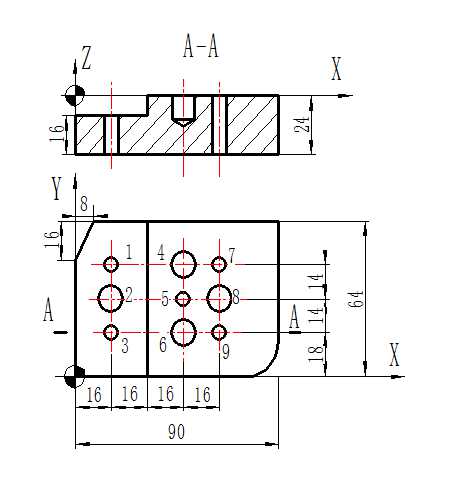
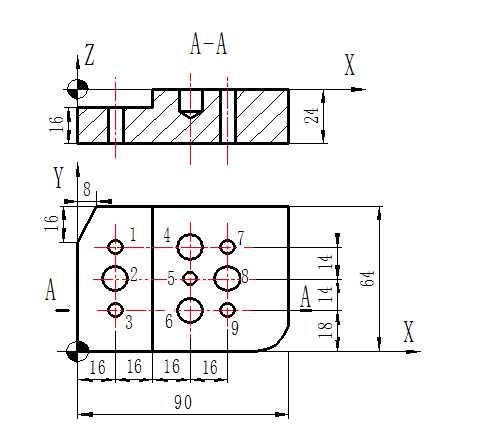
| 工序 | 工序內容 | 刀具號 | 刀具規格 | S(r/min) | F(mm/min) |
| 1 | 銑平面 | T01 | Φ50mm端銑刀 | 1500 | 150 |
| 2 | 銑左臺階孔 | T02 | Φ20mm立銑刀 | 1000 | 150 |
| 3 | 鉆#3孔 | T03 | Φ6mm鉆頭 | 1000 | 100 |
| 4 | 鉆#1孔 | T03 | Φ6mm鉆頭 | 1000 | 100 |
| 5 | 鉆#9孔 | T03 | Φ6mm鉆頭 | 1000 | 100 |
| 6 | 鉆#5孔 | T03 | Φ6mm鉆頭 | 1000 | 100 |
| 7 | 鉆#7孔 | T03 | Φ6mm鉆頭 | 1000 | 100 |
| 8 | 鉆#8孔 | T04 | Φ11mm鉆頭 | 700 | 100 |
| 9 | 鉆#6孔 | T04 | Φ11mm鉆頭 | 700 | 100 |
| 10 | 鉆#4孔 | T04 | Φ11mm鉆頭 | 700 | 100 |
| 11 | 鉆#2孔 | T04 | Φ11mm鉆頭 | 700 | 100 |
 |
 |
|
加工程序 O0432 N10 G54 G28 Z10. T01 M06 G43 G90 Z10. H01 S500 M03 G00 X-30. Y40. M08 N20 G01 Z-1. F150 X80. Y20. X-30. G49 Z5 G28 Z10. M05 T02 M06 G43 Z10. H02 S1000 M03 G00 X9. Y-12. M08 N30 G01 Z-8. F150 Y64. X22. Y-12. G28 Z10. M05 T03 M06 G43 Z10. H03 M08 S1000 M03 N40 G00 X16. Y18. Z5. G99 G83 Z- 27.R2.Q5. F100 G98 Y46.Z-18. G99 X64.Y18.Z-27. X48. Y32. Z-10. X64. Y46. G00 G80 X0 Y0 G28 Z15. M05 T04 M06 G43 Z10. H04 M08 S700 M03 G00 X64. Y32. Z5. N50 G99 G83 Z-10. R2.Q5.F100 X48. Y18. Y46. Z-27. G98 X16. Y32. Z-18. G80 G28 Z50. M05 M30 |
 |
